ACB Retrofit for Dairy Processing Switchboards in New Zealand
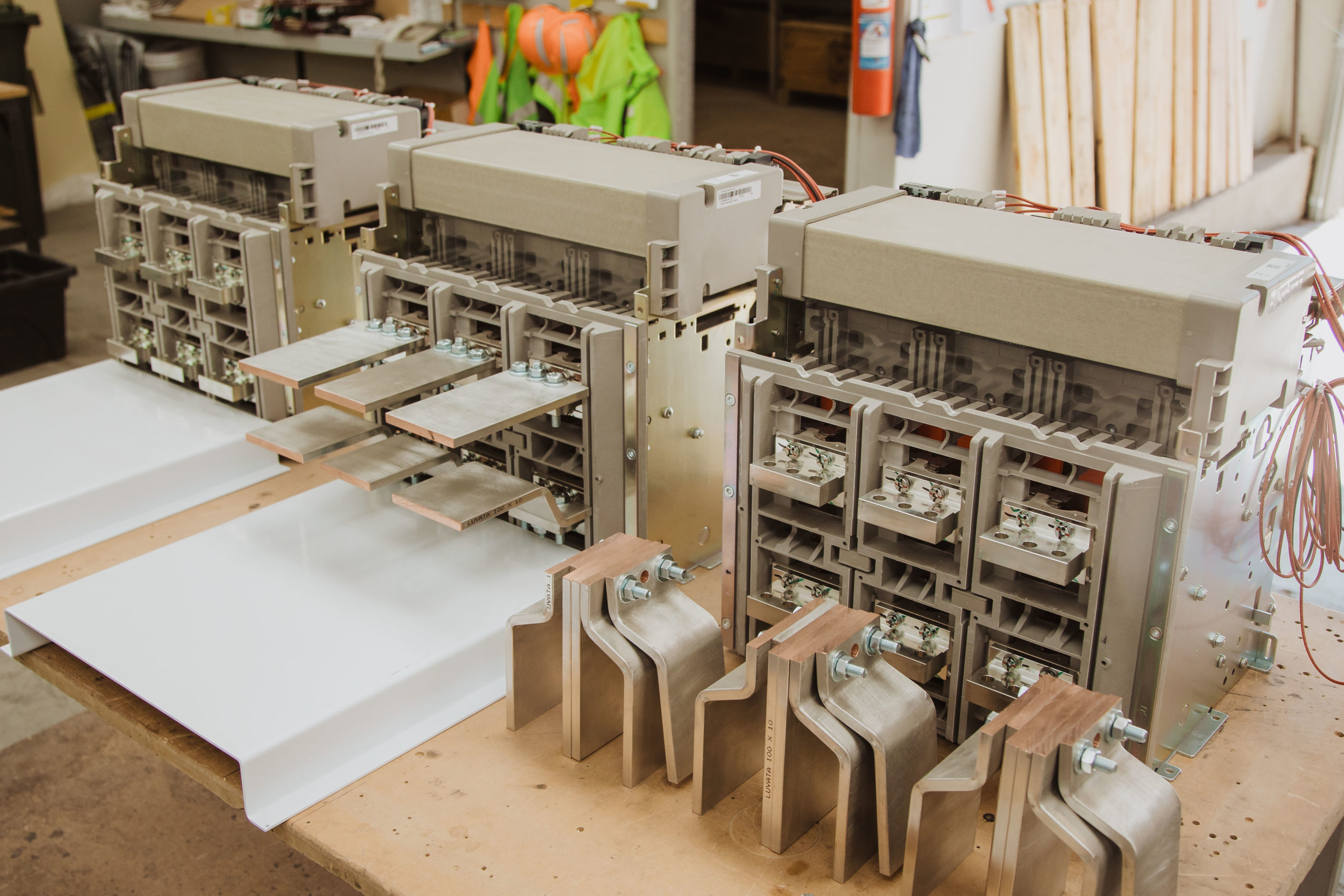
Clive Wilson Switchboards completed a multi-site air circuit breaker (ACB) retrofit programme for a major New Zealand dairy processor, replacing obsolete breakers in main switchboards (MSBs) rated from 800A to 6300A. Using Schneider Electric Masterpact MTZ ACBs and retrofit adaptation kits, all work was carried out during planned winter shutdown windows across facilities in the Waikato and Southland regions — avoiding production downtime and extending switchboard asset life by decades.